SI® - 塑料专用螺纹嵌件
螺纹嵌件是经过精密加工的金属部件,其具有经过专门的工程设计的外部特征,可以确保将其嵌入塑料

SI®嵌件采用压入式、注塑式或热/超声波安装方法,可为塑料材料提供坚固、可重复使用的永久性螺纹。
关键嵌件特征
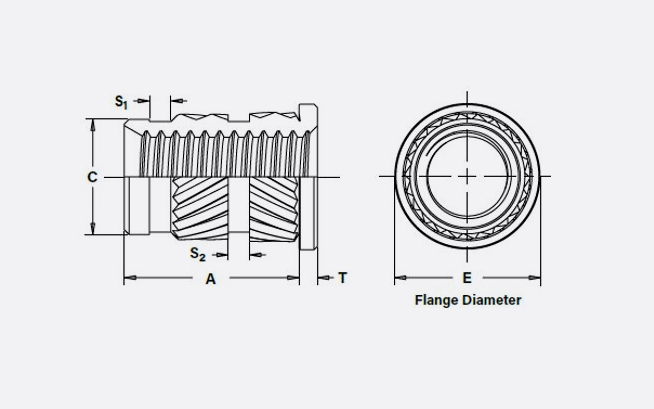
- 滚花会提供旋出阻力
- 六角形主体也会旋转扭力阻力
- 反向滚花和菱形滚花会提供拔出阻力。嵌件越长,拔出力值越大
- 咬边和倒刺也能增加拔出力
冷压嵌件中的插槽在安装时会折叠在一起,而在配合硬件组装时会扩大,以便提供旋出和拔出阻力

超声波 / 热熔嵌件
- 超声波 - 振动产生的摩擦热会使嵌件周围的塑料熔化,以便将嵌件插入。当振动停止时,塑料固化,将嵌件永久锁定到位。
- 热熔 - 采用热压机将嵌件压入安装孔,熔化周围的塑料。

注塑式嵌件
- 在模制过程中安装,通过芯销将嵌件定位于模腔中。当模具打开时,撤去芯销,留下嵌件永久封装在塑料部分,仅漏出螺纹。
- 在模制过程中安装嵌件不需要辅助步骤或安装设备。

压入式嵌件
- 只需将嵌件压入预先模制或钻好的孔即可完成安装。在生产过程中,随时都可以使用任何标准的压机完成安装。
- 无需注塑式嵌件。
- 无需加热或超声波设备。
SI® 嵌件
加热热熔嵌入
在这个过程中,要将嵌件放入模制或预钻孔中
- 加热探针接触嵌件,将其加热至塑料的熔化温度或以上。
- 嵌件被插入到位的过程中发生局部熔化。
- 探头缩回,嵌件周围的塑料重新凝固。
超声波嵌入与加热 / 热熔嵌入
超声波嵌入的优势
- 快速、可靠
- 适用于大多数热塑性塑料
- 使用标准的20kHz焊机 - 易于采购
- 结果可重复
加热 / 热熔嵌入的优势
- 与超声波嵌件相比无磨蚀性
- 安装过程中的塑性流动更佳
- 不会产生金属粉尘
- 可同时安装多个嵌件
- 更适用于较大的嵌件
- 嵌件可同时在不同的层面上进行安装
- 工具、设备和维护成本更低
超声波嵌入的不足
- 嵌入时会发出噪音
- 磨蚀性更强,有损坏嵌件的风险
- 安装过程中会产生金属粉尘
- 一次可安装的嵌件数量有限
加热/热熔嵌入的不足
- 一次安装1个嵌件,速度较慢
- 嵌件的冷却时间更长
SI Inserts
模内注塑
在注塑成型操作过程中安装嵌件。
嵌件置于注射模具中的芯销上,然后围绕嵌件模制塑料。合适的销钉尺寸对于将嵌件固定到位非常重要。
注塑式嵌件的优势与劣势
优势
- 保持力出色
- 嵌件周围的塑性流动良好
- 无需二次组装
- 模塑周期内可安装多个嵌件
劣势
- 周期时间较长 - 成本较高
- 塑料会进入螺纹
- 如果装错,可能会损坏模具
- 如果塑料零件存在缺陷,则须在重新研磨塑料之前将嵌件移出
- 注塑应力和可能的缩水痕
SI® 嵌件
冷压嵌入
塑料专用压入式嵌件
- 只需将嵌件压入预先模制或钻好的孔即可完成安装
- 无需加热或超声波设备
- 无需熔化塑料。持有价值可能较低
超声波和加热 / 热熔嵌入法兰螺纹嵌件
法兰直壁通孔螺纹IUTFB™嵌件
- 在反向进入应用中提供更大的表面积和更高的拔出力
- 使用黄铜法兰作为电气连接的接触面
- 法兰有助于分散安装前紧固时施加的载荷
- 可根据要求提供铝和不锈钢材料
限位衬套
限位衬套是非螺纹嵌件,常用于需要对塑料组件施加压缩载荷的应用中。
限位衬套增强了塑料性能,在拧紧组件中的配套螺钉时可承受施加的压缩力。塑料的完整性不会因所施加的负载而受到影响。