Befestigung von Hardware mit Oberflächenmontagetechnik
Die Oberflächenmontagetechnologie kann nun dazu verwendet werden, Befestigungselemente auf Leiterplatten anzubringen, wobei verschiedene Arten von Befestigungselementen direkt auf ein Lötpad auf der Oberfläche der Leiterplatte geklebt werden, wobei derselbe Lötprozess…
Abstrakt
Bei der Bestückung von Leiterplatten stehen Elektronikhersteller vor einer schwierigen Wahl. Sie können sich mit den Unannehmlichkeiten und der geringen Produktivität von losen Befestigungselementen abfinden. Oder sie können Räumnadeln verwenden, die zwar die Leiterplatten sicher halten, aber bei unsachgemäßer Montage auch voll bestückte Leiterplatten beschädigen können.
Die Technologie der Oberflächenmontage kann jetzt für das Anbringen von Befestigungselementen auf Leiterplatten verwendet werden. Dabei wird ein System verwendet, bei dem verschiedene Arten von Befestigungselementen direkt auf ein Lötpad auf der Oberfläche der Leiterplatte geklebt werden, wobei die gleichen Lötverfahren wie bei den anderen elektronischen Komponenten der Leiterplatte verwendet werden. Dieses System wurde im Hinblick auf die Produktivität entwickelt. Die Befestigungselemente werden in Tape-and-Reel-Verpackungen geliefert, die für die Verwendung mit vorhandenen Bestückungsautomaten geeignet sind. Ein Befestigungselement kann nun in nur 1/3 Sekunde angebracht werden, während ein zweiter Arbeitsgang bis zu 30 Sekunden dauern kann.
Im Vergleich zur alternativen Methode des Räumens lassen sich nicht nur Arbeitskosten, sondern auch Ausschuss einsparen. Die Hersteller installieren die Räumnadeln in der Regel, nachdem die Platinen vollständig mit elektronischen Bauteilen bestückt wurden. Das Räumverfahren, bei dem die Leiterplatten nach der Bestückung erheblichen Belastungen ausgesetzt werden, kann jedoch diese sehr teuren bestückten Leiterplatten zerstören.
Derzeit sind Befestigungselemente in mehreren Varianten als Standardprodukte erhältlich, darunter Plattenbefestigungen, Abstandshalter, Muttern und rechtwinklige Ausführungen. Die Plattenbefestigung eignet sich für Anwendungen, die ein einfaches Entfernen und Wiedereinsetzen von Leiterplatten erfordern. Die Abstandshalter sind die erste Wahl für das Stapeln von Leiterplatten und die Muttern sind eine bequeme Art der Befestigung, wo früher ein Räumnagel oder ein loser Befestiger gewählt wurde. Rechtwinklige Befestigungen sind ein einzigartiger Ansatz für die Verbindung von Komponenten mit einem 90°-Abstand.
Hintergrund
Es gibt viele Möglichkeiten, Hardware auf PC-Platten zu befestigen. Die gebräuchlichste davon sind lose Abstandshalter. Diese haben oft die Form von Kunststoff- oder Metallsäulen, die zum Versetzen zweier Platinen verwendet werden. Diese Abstandshalter müssen sekundär angebracht werden, manchmal durch Einrasten auf der Leiterplatte, manchmal durch Verschrauben mit einem anderen Bauteil. Dieser sekundäre Prozess wird oft, wenn nicht sogar immer, manuell durchgeführt, was eine große Zeitinvestition bedeutet.
Lose Muttern und Schrauben werden ähnlich gehandhabt. Bei der Verwendung während des Zusammenbaus kann die Handhabung ein Problem darstellen, da Feinarbeit erforderlich ist, um alle Teile auszurichten, die sich in der Regel auf beiden Seiten der Leiterplatte befinden. Es muss darauf geachtet werden, dass heruntergefallene Teile identifiziert und entfernt werden, damit sie nicht klappern oder, schlimmer noch, zu Kurzschlüssen und Produktausfällen führen.


Um lose Bauteile zu vermeiden und den Montageprozess zu vereinfachen, verwenden viele Unternehmen Abstandshalter oder Muttern mit Räumnadeln. Diese Hardware wird dauerhaft auf der Leiterplatte befestigt, so dass die Handhabung durch den Wegfall eines losen Bauteils wesentlich einfacher wird. Das Räumen wird jedoch dadurch erreicht, dass ein gerändeltes Bauteil in ein etwas kleineres Loch in der Platine gedrückt wird, wodurch die Rändel in die Platine gepresst werden. Bei unsachgemäßer Ausführung kann dies zu Problemen mit der Integrität der Leiterplatte führen. Um potenzielle Fehler zu vermeiden, sollten um das Befestigungselement herum ausreichende Sperrflächen vorgesehen werden, damit kleine Leiterbahnen nicht in den "gerändelten" Bereich gelangen, und es müssen Abstände zu den Kanten der Leiterplatte eingehalten werden. Probleme und Schäden an der Leiterplatte können auch auftreten, wenn die Teile während des Einbaus beim Einpressen in das Montageloch falsch ausgerichtet werden.
Es gibt noch andere Methoden der Befestigung, die aber nicht so häufig verwendet werden. Kleber, Knöpfe, Schlüssellöcher und Verriegelungen und andere werden verwendet, und alle haben sowohl Vor- als auch Nachteile. Ein gemeinsamer Faktor all dieser Optionen ist, dass sie alle auf der Platine platziert oder montiert werden müssen. Dies verursacht Kosten, in der Regel in Form von manueller Arbeit, die sehr hoch sein kann. Und jede zusätzliche Berührung der Platine birgt zusätzliche Möglichkeiten für Qualitätsprobleme.
Die Lösung

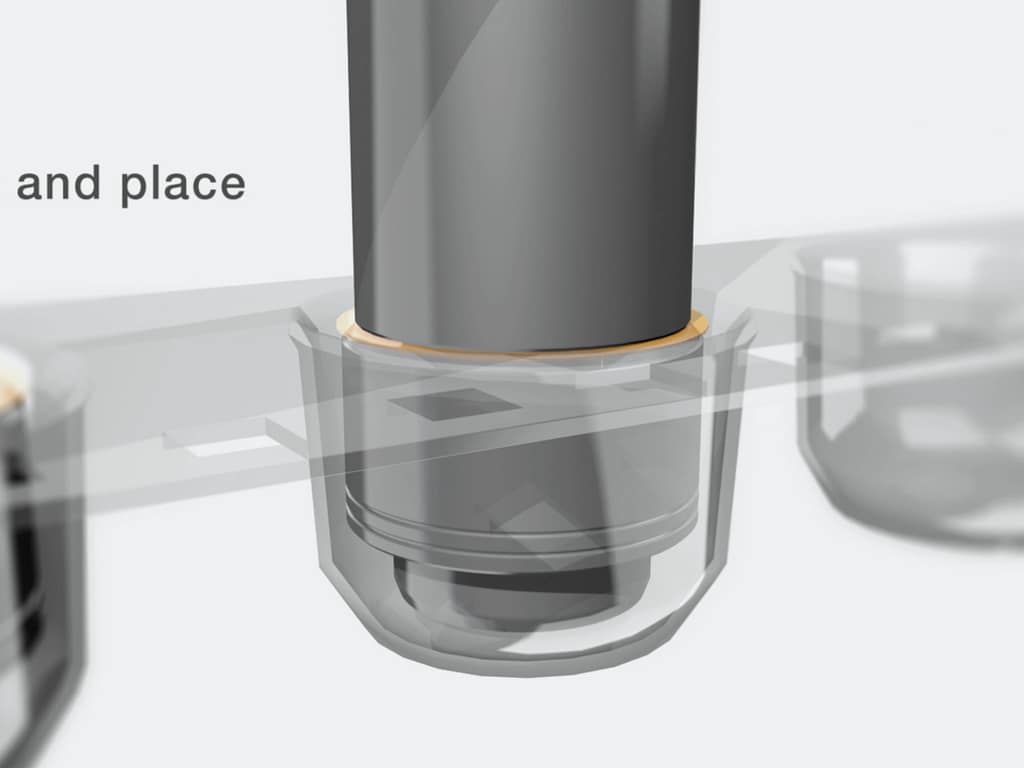
Die Lösung für diese Probleme besteht darin, dass die Hardware nach der Bestückung der Leiterplatte nicht mehr manuell platziert werden muss. Stattdessen besteht die bessere Lösung darin, die Hardware zu platzieren, während die Leiterplatte verarbeitet wird, und dabei die Ausrüstung und Infrastruktur zu nutzen, die auf dem Markt für Leiterplatten bereits vorhanden sind. Indem die Hardware auf einem Band und einer Spule platziert und wie andere elektronische Komponenten präsentiert wird, kann sie mit herkömmlichen Geräten für die Oberflächenmontage installiert werden. Auf diese Weise werden die bereits vorhandenen Maschinen und Verfahren genutzt, und es ist kein weiterer menschlicher Kontakt mit dem Bauteil erforderlich.
Kostenvergleich
Indem man das menschliche Element aus der Gleichung herausnimmt, können erhebliche Kosteneinsparungen erzielt werden. Alle sekundären Vorgänge, die eliminiert werden können, stellen Kosteneinsparungen dar, aber die mit Befestigungselementen verbundenen Prozesse sind oft teurer. Das Einsetzen von vier Räumnadeln in eine Platine kann beispielsweise 80 Sekunden (je 20 Sekunden) in Anspruch nehmen. Bei einem angenommenen Stundensatz von 30 USD entspricht dies einem Zeitaufwand von fast 0,78 USD für den Einbau des Teils. Zu den Kosten für die vier Räumnadeln kommen die angenommenen Kosten von 0,05 USD pro Stück hinzu, und die Gesamtkosten für das Anbringen dieser Nieten auf der Platine betragen 0,98 USD pro Platine.
Ein weiterer zu berücksichtigender Faktor ist, dass bei zusätzlichen Arbeitsgängen und menschlicher Interaktion die Wahrscheinlichkeit von Qualitätsmängeln zunimmt. Wenn die Fehlerquote bei Verbindungselementen 0,1 % beträgt und die bestückte Platine mit 100 USD angenommen wird, betragen die Qualitätskosten pro Platine 0,10 USD. Diese Fehler können mehrere Ursachen haben, aber wie oben erwähnt, sind die häufigsten Fehlerursachen die folgenden:
- Ausbreitung von Mikrorissen, die Leiterbahnen in einer der vielen Schichten der Leiterplatte durchtrennen.
- Eine falsche Ausrichtung des Befestigungselements während der Belastung bei der Montage führt zu großflächigen Rissen oder Brüchen in der Platte.
- Eine falsche Ausrichtung des Befestigungselements während der Installation führte zu späteren Montageproblemen.
- Es wird eine falsche Hardware installiert.
All dies trägt zu den Kosten für die Befestigungsmittel auf der Platte bei. Wenn man die Kosten für den Einbau von Befestigungselementen und die Kosten für Qualitätsmängel zusammenrechnet, ergeben sich Gesamtkosten von 1,08 USD für das Hinzufügen von vier Befestigungselementen zu einer Platte. Die obigen Zahlen stellen konservative Durchschnittswerte in der Branche dar, aber es ist ersichtlich, wie die Zahlen auf eine bestimmte Anwendung skaliert werden können.
Wenn die Lösung auf der rechten Seite auf diesen Vergleich angewandt werden kann, lassen sich erhebliche Kosteneinsparungen erzielen.
Die Qualitätsprobleme, die mit Rissen und Ausrichtungsfehlern verbunden sind, können beseitigt werden, da die Befestigungselemente automatisch mit den Pick-and-Place-Robotern installiert werden, die alle elektronischen Komponenten platzieren. Das Verfahren greift nicht in die Leiterplatte ein und kann daher keine Risse verursachen. Da die Teile auf einem Band und einer Spule verpackt sind und nicht lose in Schalen fallen, ist die Wahrscheinlichkeit, dass die Teile mit anderen Bauteilen vermischt werden, sehr gering (nur wenn ein Bediener die falsche Spule mit Bauteilen wählt). Dadurch entfallen die Qualitätskosten, die mit dem Befestigungselement verbunden sind.
Auch die Kosten für die Installation des Verschlusses entfallen. Die einzigen manuellen Kosten würden darin bestehen, die Rolle in eine Reihe mit den anderen Rollen auf der Bestückungsmaschine zu legen. Die Maschine nimmt das Teil automatisch vom Band und setzt es auf die Platine. Dadurch entfallen die Kosten für die Installation nahezu vollständig.

Um bei den Installationskosten wettbewerbsfähig zu sein, muss das auf Band und Rolle verpackte Befestigungselement für dieses Anwendungsbeispiel weniger als die Gesamtkosten von 1,08 USD für vier Stück oder 0,27 USD pro Stück betragen. Jede Anwendung ist mit unterschiedlichen Kosten verbunden, aber es können ähnliche Berechnungen durchgeführt werden, um den Break-even-Punkt für die Kostenberechnung zu bestimmen1.
Leistungsbewertung
Die Kosten sind nur ein Teil der Machbarkeitsbewertung; die Funktion des Teils muss ebenfalls berücksichtigt werden. Bei dieser Art von Bauteil wird die Funktion durch die Fähigkeit des Bauteils, auf einer Leiterplatte zu haften, dargestellt. Dies ist eine Funktion der Bauteilgeometrie und der Oberflächenbeschaffenheit, der verwendeten Lötpaste und der Bedingungen für die Oberflächenmontage.
Lose Muttern, Abstandshalter und Abstandshalter sind in der Regel aus Stahl, der mit Zinn beschichtet ist, um das Löten zu erleichtern. Teile, die in Lötzinn auf dem Steg der Leiterplatte platziert werden, haften an dem Steg, sobald das Lötzinn wieder aufgeschmolzen ist. Lötzinn wird normalerweise nicht als mechanisches Befestigungsmittel betrachtet, sondern eher als eine Möglichkeit, Strom zu leiten und gleichzeitig etwas an Ort und Stelle zu halten. Dies ändert dieses Paradigma und macht die Hauptfunktion des Lots zu einer Art Klebstoff. Aus diesem Grund hängt die Haftung des Befestigungselements auf der Leiterplatte weitgehend von den Eigenschaften des Lots ab. Verschiedene Lötpasten liefern unterschiedliche Leistungsergebnisse. Die mechanische Leistung einer Lötverbindung mit einem Gewindebefestigungselement sollte auf zwei Arten gemessen werden: Kraft zum Entfernen und Drehmomentwiderstand.
Als Grundlage hat PennEngineering zwei verschiedene Lote mit 30 Stück getestet. Die Einzelheiten der bleihaltigen und bleifreien Tests können in den Tabellen 1 und 2 nachgelesen werden.
Tabelle 1: Verbleite Leistungsprüfungsparameter
| Backofen | Quad ZCR Umluftofen mit 4 Zonen |
| Hohe Temperatur | 258ºC |
| Tafel-Finish | 62% Sn, 38% Pb |
| Vorstand | .062″ dick, einlagig FR-4 |
| Siebdrucker | Ragin Manual Drucker |
| Vias | Keine |
| Kleister | Amtech NC559v2 63/37 (verbleit) |
| Schablone | .0067″ / 0.17mm dick |
| Grundstücksdicke | .0015″ |
Tabelle 2: Parameter für die Prüfung der bleifreien Leistung
| Backofen | Quad ZCR Umluftofen mit 4 Zonen |
| Hohe Temperatur | 270ºC |
| Tafel-Finish | 62% Sn, 38% Pb |
| Vorstand | .062″ dick, einlagig FR-4 |
| Siebdrucker | Ragin Manual Drucker |
| Vias | Keine |
| Kleister | Amtech NC559LF Sn96,5/3,0Ag/0,5Cu (SAC305) |
| Schablone | 0,0067″ / 0,17mm dick |
| Grundstücksdicke | .0015″ |
Die Ergebnisse der Versuche sind in den Tabellen 3 und 4 zusammengefaßt. Aus diesen beiden Tabellen ist ersichtlich, dass die Versuchsergebnisse aufgrund der Bedingungen und des verwendeten Lots erheblich schwanken.
Tabelle 3: Leistungsergebnisse für verbleites Lot
| Ausstoß | Torque-out | |
| SMTSO-440-12ET | SMTSO-440-12ET | |
| Min | 63.0lb | 9.00 in-lb |
| Max | 101.0lb | 13.00 in-lb |
| Durchschnitt | 82.8lb | 10.23 in-lb |
| Sigma | 9.2lb | 0.88 in-lb |
Tabelle 4: Leistungsergebnisse für bleifreies Lot
| Ausstoß | Torque-out | |
| SMTSO-440-8ET | SMTSO-440-8ET | |
| Min | 37.0lb | 4.25 in-lb |
| Max | 87.0lb | 11.25 in-lb |
| Durchschnitt | 56.5lb | 8.56 in-lb |
| Sigma | 12.4lb | 1.45 in-lb |
Diese Tests wurden mit einem Bauteil durchgeführt, das eine Positionierhilfe hatte, die in einem Loch auf der Leiterplatte saß. Der Pilot sitzt in einer unbeschichteten Durchgangsbohrung, und die Schulter der Hülse des Bauteils liegt an der Kontaktfläche auf der Platine an. Diese Schulter des Gehäuses wird mit der Platine verlötet, wobei sich die Lötfahne zwischen dem Gehäuse und dem Land auf der Platine bildet.
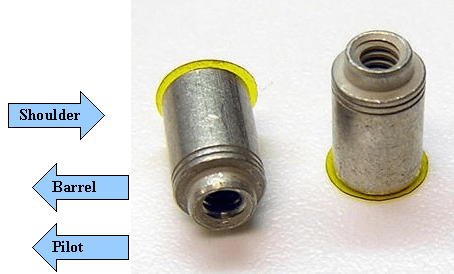
Weitere Tests haben gezeigt, dass ein Pilot zwar nicht erforderlich ist, aber die Positionierung erleichtert und dem Befestigungselement Stabilität verleiht. Bei Muttern werden die Gewinde in der Regel von der Plattenseite aus eingebracht, so dass ein früherer Eingriff durch das Einbringen eines Pilotgewindes, das innerhalb der Plattendicke sitzt, erreicht werden kann. Auch bei kurzen Abstandshaltern wird ein zusätzlicher Gewindeeingriff erreicht, indem die Dicke der Platte genutzt wird.
Weitere Experimente zeigten übereinstimmend, dass bleihaltiges Lot eine bessere Verbindung herstellte als das bleifreie Lot. Unterschiedliche Profile, Lote, Lotmengen und Leiterplattenoberflächen wirken sich jedoch alle auf die Leistungsergebnisse aus. Unter dem Strich ist es bei kritischen Anwendungen ratsam, den Lieferanten von Befestigungselementen für die Oberflächenmontage um Muster zu bitten, die unter Bedingungen getestet werden können, die denen in einer Produktionsumgebung entsprechen.
Andere Bedenken
Die mechanische Leistung ist nur ein Aspekt des Befestigungselements, der berücksichtigt werden sollte. Weitere Aspekte sind Zinnwhisker, Probleme bei der Zuführung und das Schablonendesign.
Tin Whiskers sind ein schlecht verstandenes Phänomen. Die Organisation iNEMI bietet auf ihrer Website einige sehr gute Leitlinien und Hilfestellungen zum Verständnis dieses Phänomens an. Es gibt zwar viele Beschichtungen, aber reines Zinn wird am häufigsten für oberflächenmontierbare Befestigungselemente verwendet. Bei Anwendungen, bei denen Zinn-Whisker ein Problem darstellen, sollte darauf geachtet werden, dass die verzinnten Befestigungselemente aus mattem Zinn bestehen und im Ofen geglüht wurden, um die Verbitterung zu verringern. Dies ist zwar keine Garantie dafür, dass sich keine Whisker bilden, aber es ist eine wichtige Empfehlung gegen ihr Wachstum.
Ein weiteres Problem sind die Pick-and-Place-Geräte. Nicht alle Verbindungselemente haben eine geeignete, freiliegende flache Oberfläche, die als Saugstelle für den pneumatischen Pick-and-Place-Finger dienen kann. Dies ist am häufigsten bei Abstandshaltern und Muttern mit Gewinde oder Durchgangslöchern der Fall. In diesen Fällen sollte ein Flicken die Oberseite des Teils bedecken, damit eine Ansaugung gegen den Flicken erreicht werden kann. Der Flicken muss dann durch den Ofen geführt werden. Der Flicken muss in der Regel nur in den Fällen entfernt werden, in denen das Gewinde von der geflickten Seite des Lochs aus eingeführt werden muss.


Ein oberflächenmontierter Befestiger kann direkt auf die Oberfläche einer Leiterplatte gelötet werden, aber häufiger wird ein Pilot auf dem Befestiger angebracht, um die Stabilität und Platzierung zu unterstützen. Der Pilot befindet sich in einer Bohrung, die von der Schablone maskiert werden muss, während das Land für das Löten freigelegt wird. Dies kann auf verschiedene Arten erreicht werden, aber die häufigste ist die Verwendung eines Speichen-Designs, wie in Abbildung 7 gezeigt.
Diese Speichendesigns verhindern, dass die Lotpaste in die nicht plattierte Durchgangsbohrung auf der Leiterplatte eindringt, stellen aber sicher, dass die Paste auf das Land aufgetragen wird. Die Tatsache, dass Bereiche der Kontaktfläche kein Lot erhalten, beeinträchtigt die Leistung nicht, da sich das Lot während des Reflow-Prozesses gleichmäßig verteilt.
Alternative Designs
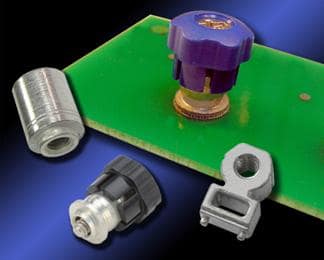
Abstandshalter und Muttern machen den größten Teil der in der Leiterplattenindustrie verwendeten Befestigungsmittel aus, aber es gibt noch viele andere Arten von Befestigungsmitteln, die verwendet werden. Einige von ihnen können oberflächenmontiert werden, während andere sich für diesen Prozess nicht eignen. Abbildung 8 zeigt verschiedene verfügbare Ausführungen.
Abbildung 8 zeigt den Abstandshalter, aber auch ein Beispiel für zwei andere Befestigungsmittel, die Komfort und geringere Kosten bieten. Das erste ist ein Plattenbefestigungselement. Es gibt verschiedene Varianten, aber das gemeinsame Merkmal ist eine Schraube oder ein Stift mit Gewinde, der sich zurückzieht und vorschiebt, um in eine Mutter oder ein Element mit Innengewinde einzugreifen. Abbildung 9 zeigt eine Plattenbefestigung im Detail.
In Abbildung 9 ist zu erkennen, dass das Befestigungselement mehrere gemeinsame Merkmale aufweist, die bereits erläutert wurden. Die Schraube hat eine Führung, die in einem Loch auf der Leiterplatte sitzt. Sie hat auch eine Schulter, die auf dem Steg der Leiterplatte aufliegt. Bei diesem speziellen Befestigungselement sind das Gewinde und die Kunststoffkappe zunächst getrennt, so dass die Halterung auf die Leiterplatte aufgesetzt und in den Ofen geschoben werden kann. Nach dem Reflow-Prozess rasten die Kappe und das Gewinde auf der Halterung ein und vervollständigen das Befestigungselement.
Eine weitere einzigartige Befestigungslösung, die für die Oberflächenmontage angeboten wird, ist ein rechtwinkliges Befestigungselement, das ebenfalls in Abbildung 8 dargestellt ist, aber in Abbildung 10 unten näher erläutert wird. Dieses Befestigungselement verfügt über ein parallel zur Leiterplatte verlaufendes Gewinde, mit dem ein Bauteil im Winkel von 90° zur Leiterplatte montiert werden kann.


Die Form dieses Befestigungselements ermöglicht die Aufnahme des Teils aus dem Bestückungsautomaten ohne einen Fleck, da es im Band und in der Rolle mit den beiden kleinen Stiften nach unten und dem flachen Teil des Kopfes, der dem pneumatischen Finger ausgesetzt ist, präsentiert wird. Die beiden Stifte an der Unterseite fungieren als zwei sehr kleine Lotsen, die sowohl für Stabilität als auch für Lokalisierungsgenauigkeit beim Platzieren sorgen. Die Stufe an der Unterseite ermöglicht es, die Lötnaht entlang dieser Kante auszubilden, auch wenn die Vorderseite des Befestigungselements bündig an einer Kante der Leiterplatte anliegt. Schließlich reduziert das rechteckige Loch die Masse und ermöglicht eine schnellere Erwärmung des Befestigungselements, wodurch weniger Wärme von den umliegenden Komponenten auf der Leiterplatte abgezogen wird.
Auch andere Konstruktionen wie Schnappbefestigungen und Befestigungen mit Außengewinde sind denkbar. Mit einer kreativen Herangehensweise an die Befestigung lässt sich oft eine Lösung finden, selbst bei ungewöhnlichen Anwendungen.
Schlussfolgerungen
Jüngste Fortschritte in der Befestigungstechnik haben eine neue Möglichkeit zur Befestigung an einer Leiterplatte unter Nutzung der derzeit verfügbaren Infrastruktur geschaffen. Durch die Oberflächenmontage des Befestigungselements auf der Leiterplatte können erhebliche Kosteneinsparungen erzielt werden, ohne die Leistung des Designs zu beeinträchtigen. Befestigungselemente, die auf Band und Rolle zugeführt, mit Bestückungsautomaten montiert und zusammen mit anderen elektronischen Bauteilen reflowed werden, haben das Potenzial, Handhabungskosten zu sparen und die mit der Herstellung verbundenen Qualitätsmängel zu reduzieren.