Four Ways To Tackle Threaded Inserts For Plastics
If you need to make plastic parts with strong joints and reusable threads, metal threaded inserts are the way to go.
If you need to make plastic parts with strong joints and reusable threads, metal threaded inserts are the way to go.
The best method depends on the part requirements. Some assembled plastic parts need to be taken apart and reassembled, possibly multiple times. In those cases, the best fastening options are metal threaded inserts. What’s the best method for getting those inserts into a part? Fastener manufacturer and industry expert PennEngineering offer insight on what to consider and explains four ways to insert the company’s SI threaded inserts for plastics.
The Basics
Here are a few considerations to keep in mind when selecting the best insert type, and insertion process:
Strength Requirements
The key strength factors are resistance to the insert pulling out of the part (pullout force) and resistance to the insert twisting in the part when the mating fastener is torqued (torque-out force). The longer the insert, the greater the pull-out resistance; the greater the diameter of the insert, the more torque capacity. The knurl pattern is also critical; more on that below.
Materials
Both the plastic material and the insert material matter, depending on the application. Two insertion processes—ultrasonic and heat-staking—involve re-melting previously molded plastic, so they only work with thermoplastics. For thermosets, the options are molding in the insert, or cold pressing the insert in later, where the elasticity of the resin material will become critical. The most common material for the threaded inserts themselves is brass. However, with increasing sustainability requirements, lead-free alternatives such as stainless steel or aluminum are growing more popular. Stainless steel offers better strength and corrosion resistance, and aluminum inserts are about 70% lighter than brass.
Cost
Because threaded inserts can be molded into the part at the outset, or pressed into the part later, consider the total cost of the operation. That includes molding time and cost, component handling, and assembly.
Heat Staking Threaded Inserts
Great for:
• Thermoplastics
• High overall performance and low installation cost
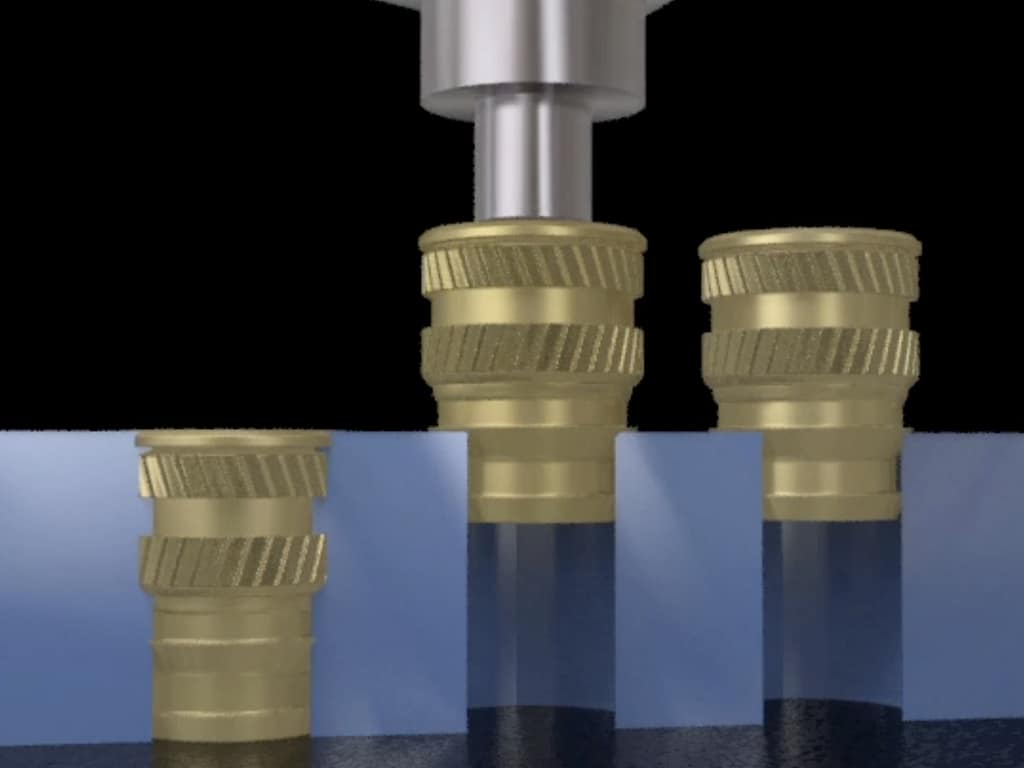
Heat-staking and ultrasonic insertion start with a pre-formed hole (size specified by insert manufacturer), slightly smaller than the insert OD, that can either be formed in the molding process or drilled after. The insert’s outside walls can be straight or tapered. Both straight and tapered inserts offer good alignment of the fastener (as long as the hole is properly formed), with the self-aligning tapered inserts being easier and quicker to press in.
With heat staking, the insert is heated with a thermal press to a point where the insert then melts a small portion of the hole periphery as it is being pushed into the part. The softened resin flows into the knurl pattern and then hardens to form a firm bond with the insert. Because the process is easy to control, relatively low cost, and lends itself well to automation (multiple inserts can be pressed in at once), heat staking is the more commonly applied process for thermoplastic materials.
Ultrasonic Assisted Threaded Inserts
Great for:
• Thermoplastics
• High overall performance
Similarly, ultrasonics can be applied to melt a border zone in the hole. Instead of heat, the ultrasonic process creates a vibration frequency that melts the plastic. It is comparable in speed with heat staking but requires precise control, and can create a larger process-affected zone that can result in chipping of the material. The ultrasonic process can also be loud and more difficult to automate, which is why it is less likely to be used, particularly by shops not already doing ultrasonic welding.
Molded-In Threaded Inserts
Great for:
• Thermosets & thermoplastics
• Best pull-out and torque performance
With molded-in inserts, pins are machined or inserted into the mold core. The inserts are then placed over the pins for each cycle of the molding process. With this process, the resin completely encapsulates the inserts, which generally results in the best overall bond and eliminates the need for any subsequent insertion process. However, this process requires a more complicated core with close tolerances between the pins and inserts. It also takes time to place the inserts between each cycle of an injection molding machine.
Molded-in inserts can be “thru-threaded,” meaning the insert is open at both ends and thus requires solid contact with both the core and cavity surfaces to keep the resin from flowing inside of the insert. Or they can be “blind-threaded,” meaning the insert is closed on one end so contact with the cavity surface is not required—with thicker walls, for example, or in cases where the fastener should not be seen on the cavity side of the part.
Cold Pressed-In Threaded Inserts
Great for:
• Thermosets
• Easy installation at the lowest cost
• Requires only a simple press
Although they may not perform as well as the aforementioned types, cold pressed-in inserts are a highly economical alternative because they are easy to install and typically do not require special auxiliary equipment.
Sometimes called “expansion inserts,” one type of pressed-in insert features slots machined into the sides that enable them to flex as they are inserted, and can be easily pressed in with just finger pressure. When a mating screw is installed, the sides of these inserts are forced outward, creating a “biting” contact with the hole’s ID wall. They essentially work like the sheathed lag bolts you’d find at the hardware store.
Higher performance pressed-in inserts feature solid bodies and require a press for insertion. While not to the strength standards of the processes that melt the plastic around the insert, these inserts can nonetheless provide a sturdy alternative with an extremely cost-effective insertion process.
About the Knurls
Knurling is a metalworking process where a pattern is cut or rolled onto the outside of a workpiece. For threaded inserts, the knurling pattern is critical, directly impacting pull-out and torque resistance.
Straight knurls (parallel to the length of the insert) offer the greatest resistance to torque, but less to pull out. Grooves between knurl bands increase pullout resistance.
Diagonal, or helical, knurls balance resistance to forces in both directions. The hexagonal, or diamond-shaped, the knurl is probably the most common, offering resistance in all directions.

A wide range of sizes
Standard threaded inserts for plastics range from about 1/8″ – 9/16″ in diameter to 1/8″ – 5/8″ in length, with thread sizes ranging from #0-80 to 3/8-16 (M2 to M10, depending on the type). This size range accommodates a wide array of applications in industries including electronics, automotive, aerospace, defense, medical, industrial and recreational equipment. For physically smaller applications, such as with handheld devices, microPEM® inserts are also available as small as 1 mm (0.039″) in diameter and 1.75 mm (0.069″) in length. These tiny inserts can accommodate an M1 fastener, the smallest ISO-designated M-profile thread. They can be installed with a heat staking or ultrasonic process and in straight or tapered holes.
All four categories of insertion processes—heat staking, ultrasonic, molded-in, or cold pressed-in—offer unique benefits and features that cater to your design requirements. For maximum insert performance, it’s important to consider insert type as well as the application, cost, and other components.
Find more information on threaded inserts for plastics, and download the SI® Inserts For Plastic Catalog.
CAD models for the complete line of SI® Brand Inserts for Plastics are available to download here.