Insertos roscados para plásticos SI®
Los insertos roscados son componentes metálicos mecanizados de precisión con características externas de ingeniería que los fijan al plástico.

Los insertos SI® utilizan métodos de instalación a presión, moldeados o por calor/ultrasonidos para proporcionar roscas resistentes, reutilizables y permanentes en el plástico.
Características principales de los insertos
- El moleteado proporciona resistencia torque de rotación
- El cuerpo hexagonal también ofrece resistencia al torque de rotación
- Los moleteados opuestos y el moleteado de diamante proporcionan resistencia a la extracción. Cuanto más largo sea el inserto, mejor será el valor de extracción.
- Las cavidades y las configuración dentada también mejoran la resistencia a la extracción.
Las ranuras de los insertos prensados en frío se contraen en el momento de la instalación y se expanden durante el acoplamiento de los herrajes para proporcionar resistencia a la extracción y mejora el apriete.

Insertos Ultrasónicos / Encastrado Térmico
- Ultrasónico – El calor de fricción causado por la vibración derrite el plástico que rodea al inserto permitiendo una fácil inserción. Cuando la vibración termina, el plástico se solidifica, bloqueando al inserto permanentemente en su lugar.
- Encastrado térmico – Se instala presionando el inserto en el agujero de montaje con una prensa térmica para derretir el plástico que rodea al inserto.

Insertos Sobremoldeados
- Instalados durante el proceso de moldeo, los insertos se instalan en la cavidad del molde por medio de pernos de guía. Cuando el molde se abre, los pernos de guía se retiran dejando a los insertos permanentemente encapsulados en la sección de plástico con solo las roscas expuestas.
- La instalación de los insertos durante el proceso de moldeo elimina la necesidad de pasos secundarios o de equipo de instalación.

Insertos Presionados
- Se instalan simplemente presionando los insertos en los agujeros previamente moldeados o perforados. La instalación se realiza con cualquier prensa estándar en cualquier momento del proceso de producción.
- Elimina la necesidad de insertos sobremoldeados.
- Elimina la necesidad de equipo de calor o ultrasónico.
insertos si
Inserción de encastrado térmico
Durante este proceso, el inserto se coloca en un orificio moldeado o pretaladrado.
- Una sonda caliente entra en contacto con el inserto y lo calienta hasta alcanzar o superar la temperatura del derretido del plástico.
- Se produce un derretido localizado a medida que el inserto se introduce en su lugar.
- La sonda se retira y el plástico vuelve a solidificarse alrededor del inserto.
Inserción ultrasónica vs Inserción de calor/térmica
Ventajas de la Inserción ultrasónica
- Rápido y confiable.
- Funciona bien con la mayoría de los termoplásticos.
- Utiliza soldadores estándar de 20 kHz, fáciles de conseguir.
- Resultados repetibles.
Ventajas de la inserción de calor/térmica
- No es abrasivo en comparación con la inserción ultrasónica.
- Proporciona un mejor flujo de plástico durante la instalación.
- No genera polvo metálico.
- Se pueden instalar varios insertos simultáneamente.
- El mejor método para insertos más grandes.
- Los insertos pueden instalarse simultáneamente en diferentes niveles.
- Menores costos de herramientas, equipos y mantenimiento.
Desventajas de la Inserción ultrasónica
- La inserción es ruidosa.
- Más abrasivo, se corre el riesgo de dañar el inserto.
- Puede generar polvo metálico durante la instalación.
- Limite en el número de insertos que se pueden instalar a la vez.
- Insertion is noisy.
Desventajas de la inserción de calor/térmica
- Más lenta pues se instala 1 inserto a la vez.
- El inserto necesita mayor tiempo de enfriamiento.
SI Inserts
Sobremoldeo
Los insertos se instalan durante la operación del moldeo por inyección.
El inserto se coloca en un pin central en el molde de inyección y el plástico se moldea alrededor del inserto. El tamaño adecuado del pin es importante para mantener el inserto en su sitio.
Ventajas y desventajas de los insertos sobremoldeados
Ventajas
- Excelente fuerza de sujeción
- Excelente flujo de plástico alrededor del inserto
- No requiere un montaje secundario
- Se pueden instalar múltiples insertos durante el ciclo de moldeo
Desventajas
- Ciclos más largos y costosos.
- El plástico corre el riesgo de introducirse en las roscas.
- Es posible que se dañe el molde si se carga mal.
- Es necesario retirar los insertos antes de poder rectificar el plástico si la pieza de plástico es defectuosa.
- Tensión en el molde y posibles marcas de hundimiento.
Insertos si
Inserción de prensa en frío
Insertos a presión para plásticos
- Se instalan simplemente presionando el inserto en orificios premoldeados o taladrados.
- Elimina la necesidad de equipos de calor o ultrasónicos.
- No se funde el plástico Los valores de sujeción pueden ser inferiores
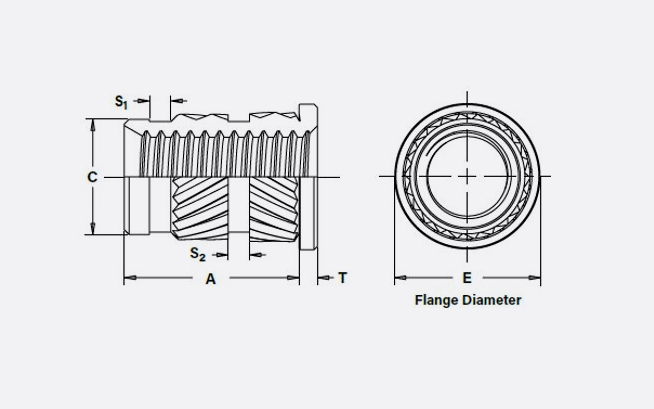
Insertos de cabeza con reborde para inserción ultrasónica y de calor/termales
Insertos de cabeza con reborde, de muro recto, roscado pasado e IUTFB™.
- Proporciona una mayor superficie y una elevada extracción en aplicaciones de entrada inversa.
- El reborde de latón ofrece una superficie de contacto para las conexiones eléctricas.
- El reborde ayuda a distribuir la carga aplicada al insertar antes de la instalación.
- Insertos de aluminio y acero inoxidable están disponibles bajo pedido
Limitadores de compresión
Los limitadores de compresión son insertos no roscados que se utilizan comúnmente en situaciones donde se aplica un esfuerzo de compresión a un ensamblaje de plástico.
El limitador de compresión refuerza el plástico y soporta la fuerza de compresión que se aplica cuando se aprieta un tornillo de acoplamiento en el ensamblaje. La integridad del plástico no se ve afectada por el esfuerzo que se aplica.