表面実装技術(SMT)を使ったファスニング金具
Brian G. Bentrim(州公認エンジニア)
PennEngineering
ペンシルベニア州ダンボロ
はじめに
プリント基板を組み立てる際、電子機器メーカーは難しい選択を迫られます。ゆるいファスニング金具を選択して不便さと低生産性に対処するか、ブローチングファスナーを使用するかという選択です。ブローチングファスナーは、回路基板をしっかりと固定することができますが、適切に取付けられていない場合、完全に実装された基板を簡単に破損してしまう可能性があります。
そこで、プリント基板にファスナーを取付ける技術として登場したのが表面実装技術(SMT)です。この技術は、プリント基板表面のはんだパッドに各種ファスナーを直接貼り付け、他の電子部品と同じはんだ付け工程を行うというもので、生産性を考慮して設計されたシステムです。ファスナーはテープ&リール式で、既存のピック&プレース機で使用することができます。これにより、従来なら30秒程度かかっていたファスナーの取付けが、1/3秒程度で完了します。
またブローチング加工に比べ、作業時間の短縮だけでなく、廃棄物の削減も可能になりました。ブローチングファスナーは、一般的に電子部品が実装された基板に取付けられることが多いですが、ブローチング加工は、電子部品が実装された後の基板に大きなストレスを与える可能性があり、非常に高価な実装済みプリント基板を台無しにしてしまう可能性があります。
現在、標準品としてパネルファスナー、スペーサー、ナット、ライトアングルスタイルなど、数種類のファスナーが用意されています。パネルファスナーは、回路基板の取り外しや再装着が容易な用途に適しています。スペーサーは基板と基板を重ねる場合に使用し、ナットは従来はブローチやルースファスナーを使用していたところを、便利な方法で固定することができます。ライトアングルファスナーは、90度離れた部品を接合するためのユニークな方法です。
キーワード:ファスナー、スペーサー、スタンドオフ、ナット
背景
プリント基板に金具を固定する方法はたくさんありますが、中で最も一般的なのは、ルーススペーサーです。これは、2つのボードをオフセットするために使用されるプラスチックや金属の柱の形をしていることが多いです。これらのスペーサーは二次的に配置する必要があり、時にはプリント基板にはめ込み、時には別の部品とネジ止めすることもあります。この二次加工は、手作業で行われることが多く、その分時間もかかります。
ルースナットやネジも同様です。組み立ての際に使用する場合は、プリント基板の両面にあるすべての部品の位置を合わせるために、細かい作業が必要になるため、取り扱いが問題になることがあります。落下したハードウェアを識別して取り除き、ガタツキやショート、製品の故障の原因にならないように注意する必要があります。

図1:プリント基板のアプリケーションで使用される様々なファスナーの例
部品のゆるみをなくし、組み立て工程を簡略化するために、多くの企業がブローチングスペーサーやナットを利用しています。この金具は、プリント基板に永久的に固定されるため、緩んだ部品の1つを取り除くことで取り扱いが非常に簡単になります。しかし、ブローチング加工は、ローレット加工された部品を基板の少し小さな穴に押し込んで、ローレットを基板に食い込ませることで実現します。不適切な方法で行われた場合、基板の整合性に問題が生じる可能性があります。故障の可能性を減らすには、ファスナーの周囲に十分なキープアウェイ領域を設けて、小さな痕跡を「ブローチ」領域から遠ざけ、基板の端から端までの距離を維持する必要があります。また取付けの際、部品が取付け穴に押し込まれる際に位置がずれると、問題や基板の損傷が発生することがあります。

図2:ブローチングファスナーの例
取付け方法は他にも存在しますが、一般的にはあまり使用されていません。接着剤、ボタン、鍵穴、インターロックなどが使われますが、これらにはいずれも利点と欠点があります。これらの方法すべてに共通するのは、基板上に配置したり、組立てたりする必要があるという点で、これによりコストが発生します。作業は一般的には手作業で行われるため、場合によっては非常に高いコストがかかります。また基板に手を加えることで、品質上の問題が発生するリスクも考えられます。
ソリューション
このような問題を解決するには、基板の実装後にハードウェアを手動で配置する必要性をなくすことです。その代わりに、プリント基板市場に既に存在する機器やインフラを使用して、基板を加工しながらハードウェアを配置することがより良い解決策です。テープやリールにハードウェアを配置し、他の電子部品と同じように見せることで、従来の表面実装装置で設置することができます。これにより、すでに存在する機械やプロセスを活用し、部品にさらに人が接触する必要がなくなります。

図3:表面実装ファスナーの例と付属のテープとリール
コスト比較
人為的な要素を排除することで、大幅なコスト削減を達成することができます。二次加工を省くことができればコスト削減につながりますが、ファスナーに関連する加工は、比較的高価であることが多いです。例えば1枚の基板に4つのブローチングファスナーを取付ける場合、80秒(各20秒)かかると言われています。仮に人件費を1時間あたり30ドルとすると、取付けにかかる時間は0.78ドル程度です。これにブローチングファスナー4個(1個0.05ドル)のコストを加えると、基板への装着にかかるコストは1枚あたり0.98ドルになります。
もう一つ考慮すべき点は、作業や人との関わりが増えることで、品質不良が発生する可能性が高まることです。ファスナー関連不良率が0.1%で、実装される基板が100ドルと仮定すると、基板1枚あたりの品質コストは0.10ドルです。これらの不良は複数の原因から発生する可能性がありますが、前述の通り、一般的な不良の原因は以下の通りです。
- マイクロクラックの拡散により、多層基板のいずれかのトレースが切断される。
- 取付け時にファスナーの位置がずれて、基板に大規模な亀裂や破損が発生する。
- 取り付け時のファスナーのずれにより、後の組み立てに問題が生じる。
- 取付けられているハードウェアが正しくない。
これらはすべて、ボードに関連するファスナーコストに加算されます。ファスナーの取付けに関連するコストと品質不良のコストを合計すると、基板に4つのファスナーを追加した場合の総コストは1.08米ドルとなります。上記の数字は、業界の保守的な平均値を表していますが、特定のアプリケーションに数字を当てはめることができることがわかります。

図4:プレス機でブローチ・ファスナーを取り付ける実装基板の例。部品がファスナーに近接しています。
この比較に上記の解決策を適用すれば、かなりのコスト削減が見込めます。
また、電子部品を搭載するピック&プレースロボット装置でファスナーを自動的に取付けるため、亀裂やズレに伴う品質問題も解消されます。この工程は基板に干渉しないので、基板に亀裂が入ることはありません。さらに、部品はテープとリールで梱包され、バラでボウルに捨てられることはないため、部品が他のハードウェアと混ざる可能性はごくわずかです(オペレーターがハードウェアのリールを間違って選択した場合のみ)。したがって、ファスナーに関連する品質コストが不要になります。
さらに、ファスナーを取付けるためのコストも不要になります。唯一の手動コストは、ピック&プレース・マシンでリール同士を同列に配置することです。機械は自動的にテープから部品を取り出し、基板に配置します。これによって、設置にかかるコストはほぼゼロになります。
このアプリケーションの場合、取付けコストで競争力をつけるには、1つあたりのコストを0.27米ドル、4つの合計で1.08米ドル以下に抑える必要があります。各アプリケーションによって関連するコストは異なりますが、同様の計算を行うことで、原価計算の損益分岐点を決定することができます。
性能評価
コストだけでなく、機能面も考慮しなければなりません。この型式の部品の場合、機能とは基板に密着する能力で表されます。これは、部品の形状や表面仕上げ、使用するソルダーペースト、表面実装の条件によって決まります。
ルースナット、スペーサー、スタンドオフは一般的にスチール製で、はんだ付けを助けるためにスズでメッキされています。プリント基板のランドにはんだ付けされた部品は、はんだがリフローされるとランドに接着されます。はんだは、一般的に機械的な取付け手段とは考えられておらず、むしろ何かを固定しながら電流を流すための手段である。しかし、はんだの主な役割は「接着剤」であり、その概念を覆すものです。そのため、ファスナーと基板との密着性は、はんだの特性によって大きく左右されます。ソルダーペーストの違いにより、性能は異なります。ネジ付きファスナーによるはんだ付けの機械的性能は、取り外す力とトルク抵抗の2つの方法で測定する必要があります。
ベースラインとして、PennEngineeringは2種類のはんだを30個でテストしました。有鉛と無鉛のテストの詳細は、表1および表2で参照できます。
| オーブン | Quad ZCR convection oven(4ゾーン) |
| 最高温度 | 496ºF / 258ºC |
| 基板仕上げ | 62% Sn, 38% Pb |
| 基板 | 厚み .062″, 単層 FR-4 |
| スクリーンプリンタ | Raginマニュアルプリンタ |
| ビア | なし |
| ペースト | Amtech NC559v2 63/37(リード) |
| ステンシル | 厚み .0067″ / 0.17mm |
| ランドの厚み | .0015″ |
表1:リード性能評価パラメータ
| オーブン | Quad ZCR convection oven(4ゾーン) |
| 最高温度 | 518ºF / 270ºC |
| 基板仕上げ | 62% Sn, 38% Pb |
| 基板 | 厚み .062″, 単層 FR-4 |
| スクリーンプリンタ | Raginマニュアルプリンタ |
| ビア | なし |
| ペースト | Amtech NC559LF Sn96.5/3.0Ag/0.5Cu (SAC305) |
| ステンシル | 厚み .0067″ / 0.17mm |
| ランドの厚み | .0015″ |
表2:無鉛性能評価パラメータ
実験結果は、表3および表4でご確認いただけます。この2つの表から、条件や使用するはんだによって実験結果にかなりのばらつきがあることがわかります。
表3:有鉛はんだの性能評価結果
表4:無鉛はんだの性能評価結果
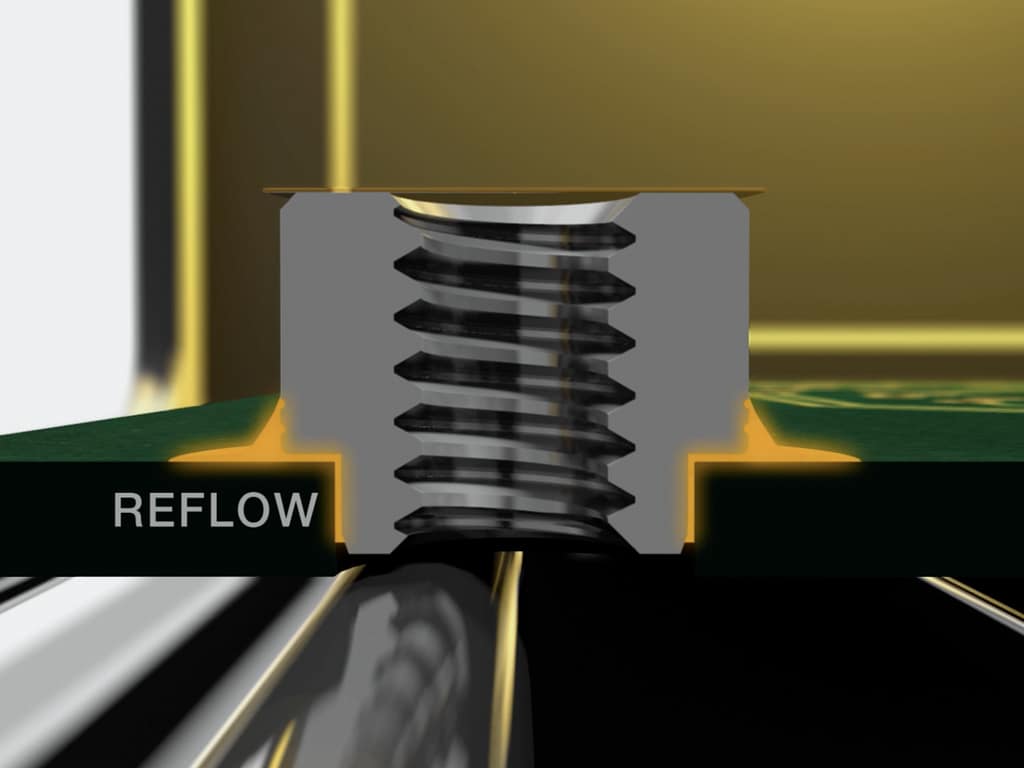
このテストは、プリント基板上の穴の中に位置決め用のパイロットが入っているパーツで行われました。パイロットはメッキされていないスルーホールに収まり、パーツのバレルの肩が基板上のランドに当たっています。この肩の部分が基板にはんだ付けされ、バレルと基板上のランドの間にはんだフィレットが形成されます。
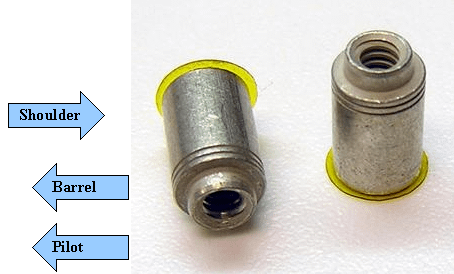
図5:典型的な表面実装スペーサーのパイロット、バレル、ショルダー
また、パイロットは必須ではないが、位置決めの補助になり、ファスナーの安定性を高める効果があることが、さらなる試験で明らかになっている。ナットの場合、ネジ山は一般的に基板側から入るので、基板の厚みの内側にパイロットをねじ込むことで、より早く噛み合うことができます。また、短いスペーサーでは、基板の厚みを利用することで、さらにネジの噛み合わせが向上します。
追加の実験では、有鉛はんだが無鉛はんだよりも良好な接着を示すという一貫した結果が得られました。しかし、プロファイル、はんだ、はんだの量、基板の仕上げの違いなどが、性能の結果に影響を及ぼします。重要な用途では、生産環境を模倣した条件でテストできるサンプルを表面実装(SMT)ファスナーのサプライヤーに依頼することが望ましいということです。
その他の懸念事項
機械的性能は、ファスナーの考慮すべき一面に過ぎません。その他の懸念事項としては、錫ウィスカ、供給問題、ステンシル設計などがあります。
錫ウィスカは、あまり理解されていない現象です。iNEMIという組織のウェブサイトでは、この現象を理解するための非常に優れたガイドラインと支援が提供されています[1]。メッキの種類は数々ありますが、表面実装ファスナーで使用されるのは純錫が最も一般的です。錫ウィスカの懸念があるアプリケーションでは、錫メッキされたファスナーが無光沢の錫であることを確認し、焼き鈍しを行い、脆化を解消するように注意する必要があります。これはウィスカが発生しないことを保証するものではありませんが、発生を防ぐ有力な方法です。
もう一つの懸念は、ピック&プレース装置です。すべてのファスナーが、空気圧でピック&プレースするための吸着ポイントとして適した水平面を備えているとは限りません。これはネジ式や貫通穴のスペーサーやナットによく見られる例ですが、このような場合、パッチ2が部品の上部を覆い、パッチに対して吸引できるようにする必要があります。その後、パッチはオーブンを通す必要があります。通常パッチは、穴のパッチ側からネジ山が入る場合にのみ剥がす必要があります。

図6:パッチを貼ったネジ付きスペーサー
表面実装ファスナーは、プリント基板の表面に直接はんだ付けすることができますが、ファスナーには多くの場合、安定性と配置を確保するためにのパイロットが含まれています。パイロットが穴の中に入っている場合、ステンシルで穴を覆い、ランドをはんだ付けに露出させる必要があります。これを実現する方法は数多くありますが、最も一般的なのは図7のようなスポークデザインの使用です。

図7:プリント基板のパイロット穴をカバーするためのスポークを示すステンシルデザイン
このスポークデザインは、プリント基板上のメッキのない貫通穴にソルダーペーストが入るのを防ぎ、ランドにペーストへの塗布を確実にします。リフロー時にはんだが均一に分散するため、ランドにはんだが付着しない部分があっても性能に悪影響はありません。
代替設計案
プリント基板業界で使用されるファスナーの多くはスペーサーとナットですが、それ以外にも様々な種類のファスナーが使用されています。これらの中には、表面実装が可能なものもあればそうでないものも含まれます。図8は、比較的簡単に入手できるデザインをまとめたものです。
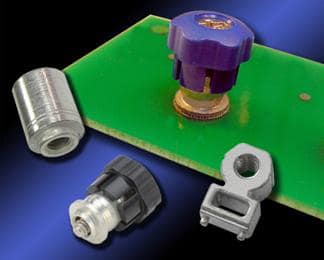
図8:表面実装ファスナー:スペーサー、パネルファスナー、ライトアングルファスナー
図8はスペーサーの例ですが、他にも利便性とコストダウンを実現するファスナーが2つ例として示されています。まず、パネルファスナーにはいくつかのバリエーションがありますが、ナットや内部ネジに噛み合うように収縮・前進するネジやピンが含まれるという共通点があります。図9でパネルファスナーの細部をご確認いただけます。

図9:表面実装パネルファスナー
図9でもご覧いただけるように、ファスナーには既に説明した共通点がいくつかあります。プリント基板上の穴に入るパイロットを備えており、ランドに接触するショルダーがあるという点です。このファスナーは、ネジ山とプラスチックキャップが分離しているため、リテーナーを基板に載せてオーブンで焼成することができます。リフロー後は、キャップとネジがリテーナーにはめ込まれ、ファスナーが完成します。
表面実装用として存在するもう一つのユニークなファスナーソリューションが、図8にも示されている直角ファスナーです。図10で詳細をご確認いただけますが、このファスナーにはプリント基板に平行なネジ山があり、コンポーネントを基板に対して90°にマウントすることができます。

図10:表面実装直角ねじ込み式ファスナー
ファスナーの形状により2本の小さなピンが下向きになり、ヘッドの平らな部分が空圧フィンガーに露出した状態でテープ&リールに提示されるため、ピック&プレース機からパーツをパッチなしでピックアップすることができるようになります。底部の2本のピンは極小パイロットの役割を果たし、配置時の安定性と位置精度を提供します。底部にある段差は、ファスナーの面がプリント基板の端と同じ高さにあるときでも、この端に沿ってはんだフィレットを形成することを可能にします。さらに、長方形の穴によって質量が減少しファスナーが素早く加熱されるため、基板上の周囲の部品からの放熱を抑えることができます。
その他の選択肢としてはスナップファスナーや外ネジファスナーなどの設計があります。創造的なファスニングアプローチによって、新たな取付け方法を見つけ出すことが可能となります。
まとめ
近年はファスニング技術の進歩により、現在利用可能なインフラを利用してプリント基板にファスニングする新しい手段が利用できるようになりました。ファスナーを基板に表面実装することで、設計の性能を損なうことなく、大幅なコスト削減を実現することができます。テープ&リールの供給、ピック&プレース装置で組立て、他の電子部品と一緒にリフローできるファスナーは、取り扱いコストを節約し、製造に伴う品質不良削減する可能性を秘めているのです。
脚注
[1] iNEMI ウェブサイト http://www.inemi.org/
[2] 通常はKapton®パッチ