Datasheets (formerly Bulletins)
Expand For Datasheet Quick Links
- Quick Product Locator
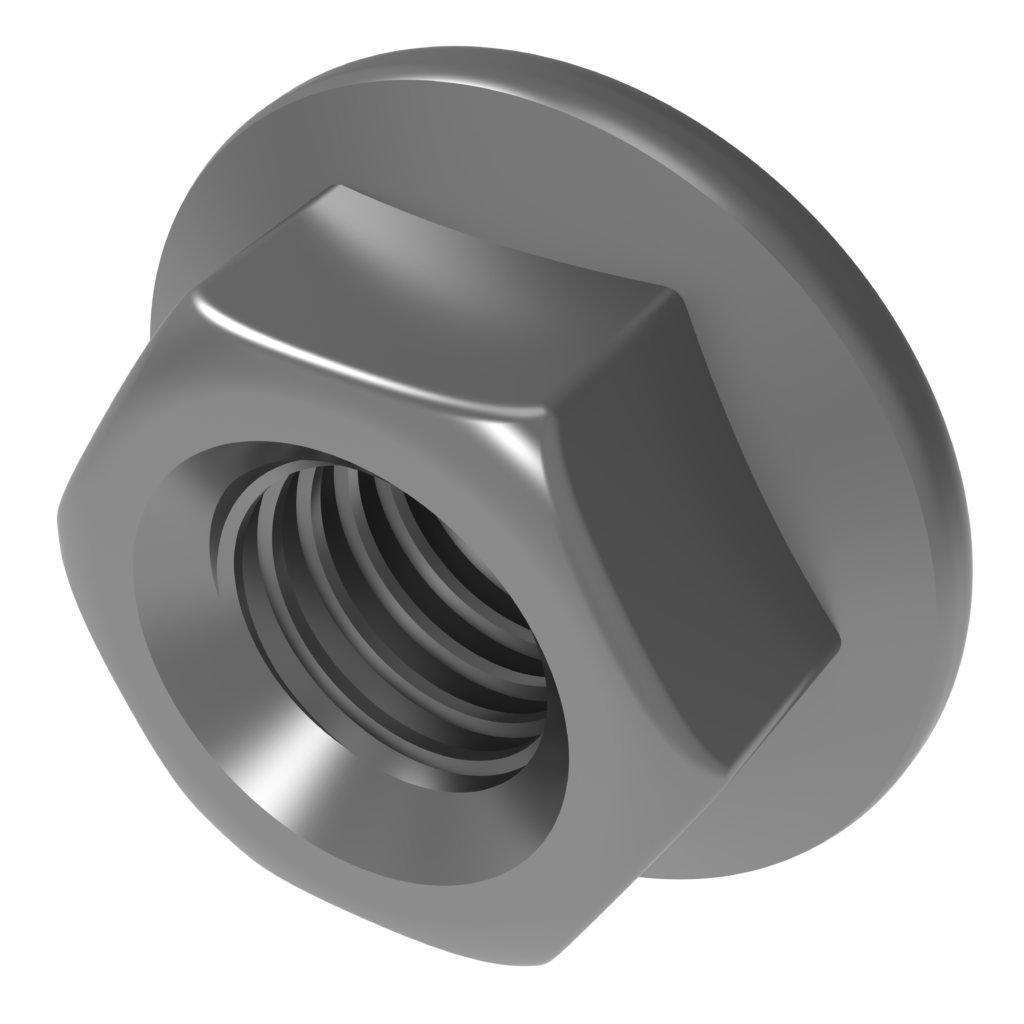
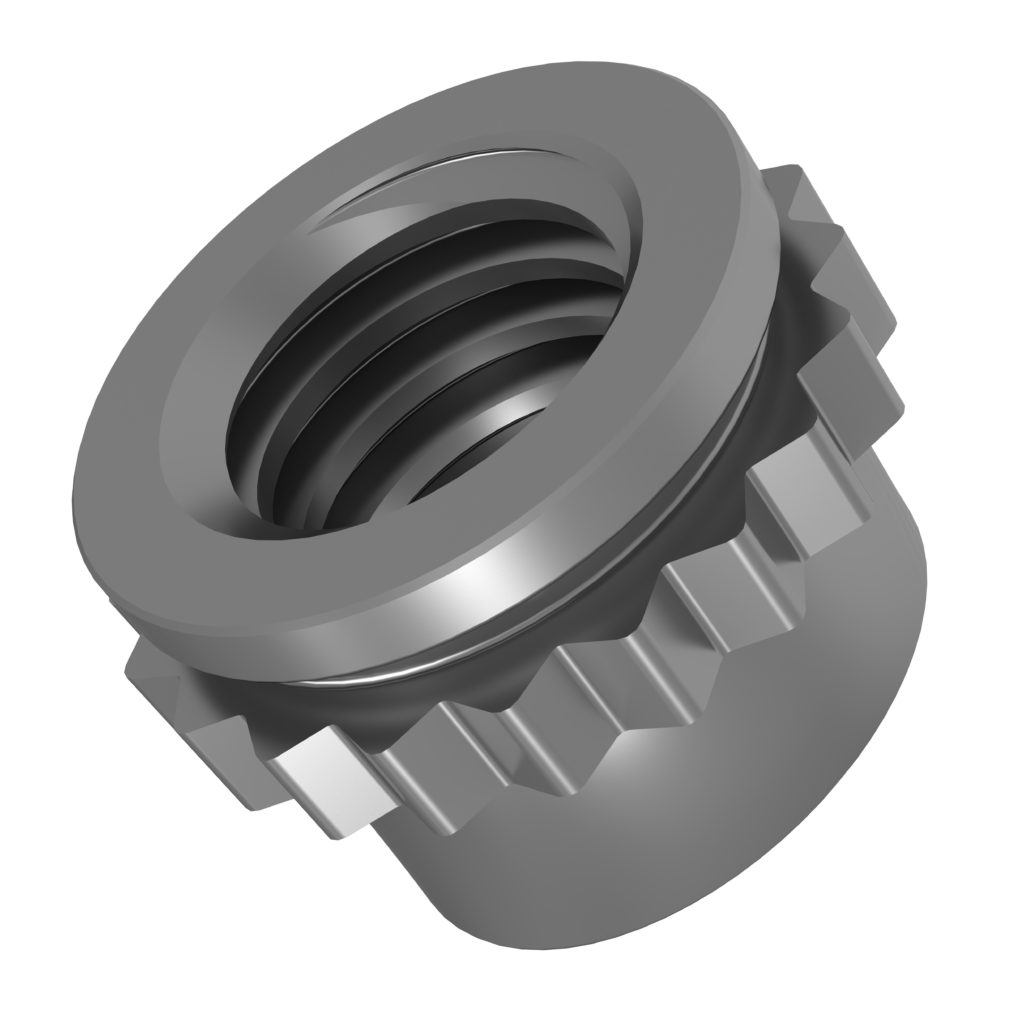
- PEM® Brand Nuts for Sheet Metal
- PEM® Brand Studs and Pins For Sheet Metal
- PEM® Brand Standoffs
- PEM® Brand Captive Hardware
- PEM® Fasteners for Installation into Stainless Steel Sheets
- PEM® Brand Fasteners for P.C. Boards
- PEM® Brand Fasteners for Sheet to Sheet Attachment
- PEM® Self-Clinching Cable Tie-Mounts
- PEM® TackSert® Pins
- PEM® CastSert™ Press-in Inserts
- PEM® eConnect™ Pins
- PEM® Magnetic Release Fasteners
- microPEM® Fasteners
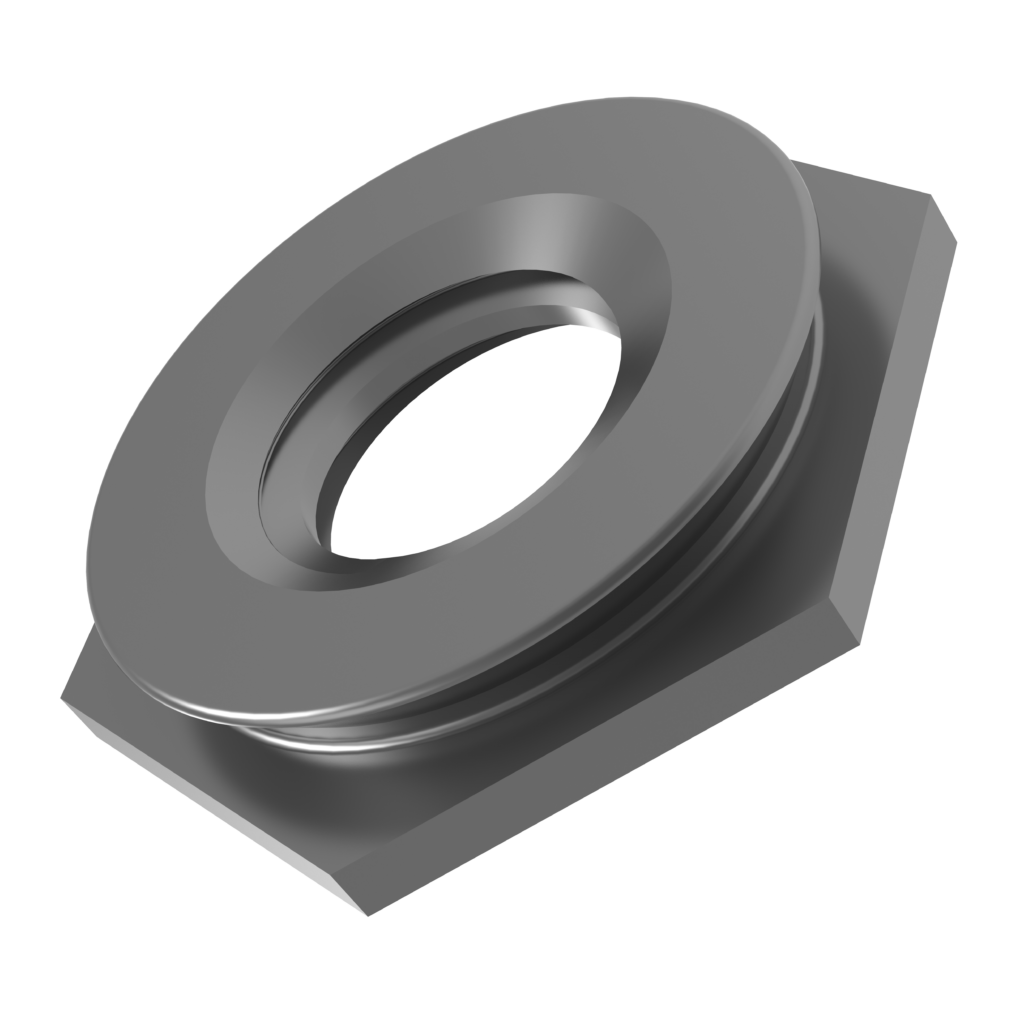
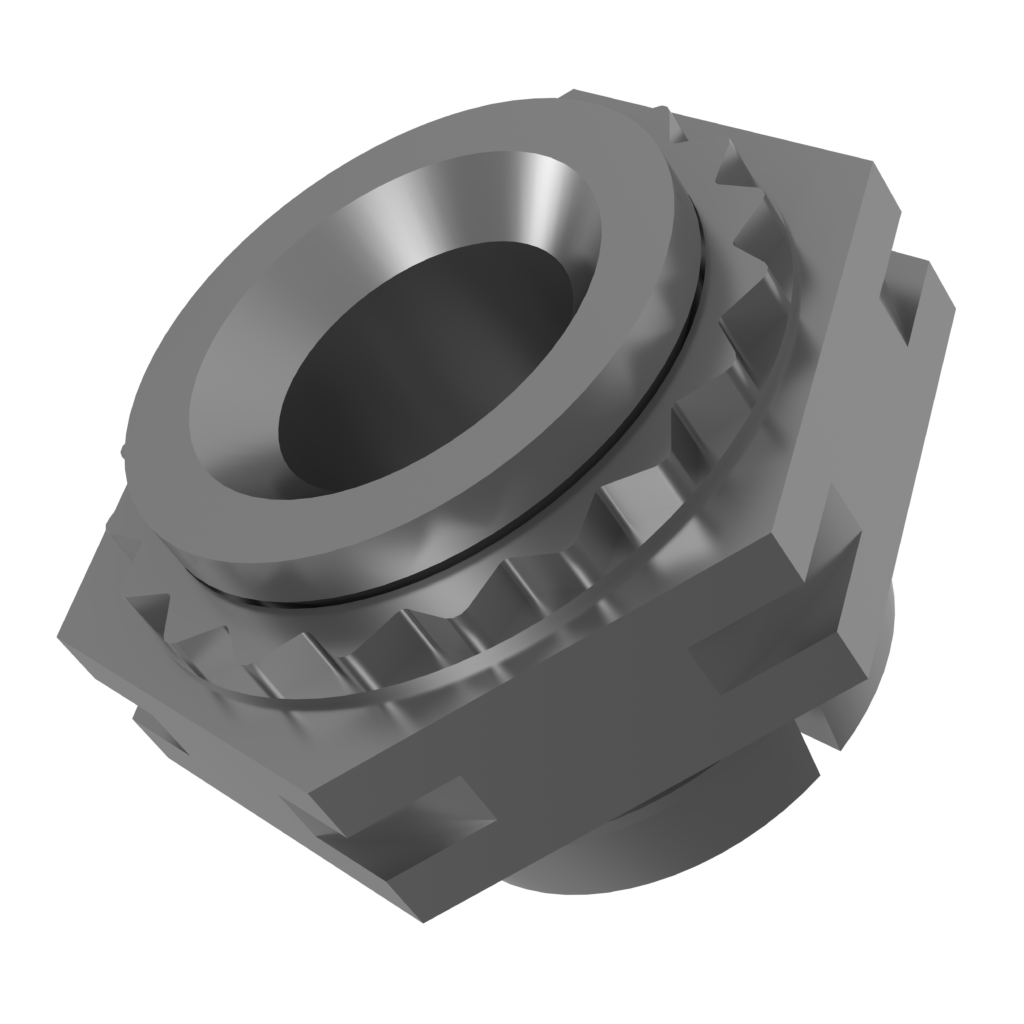
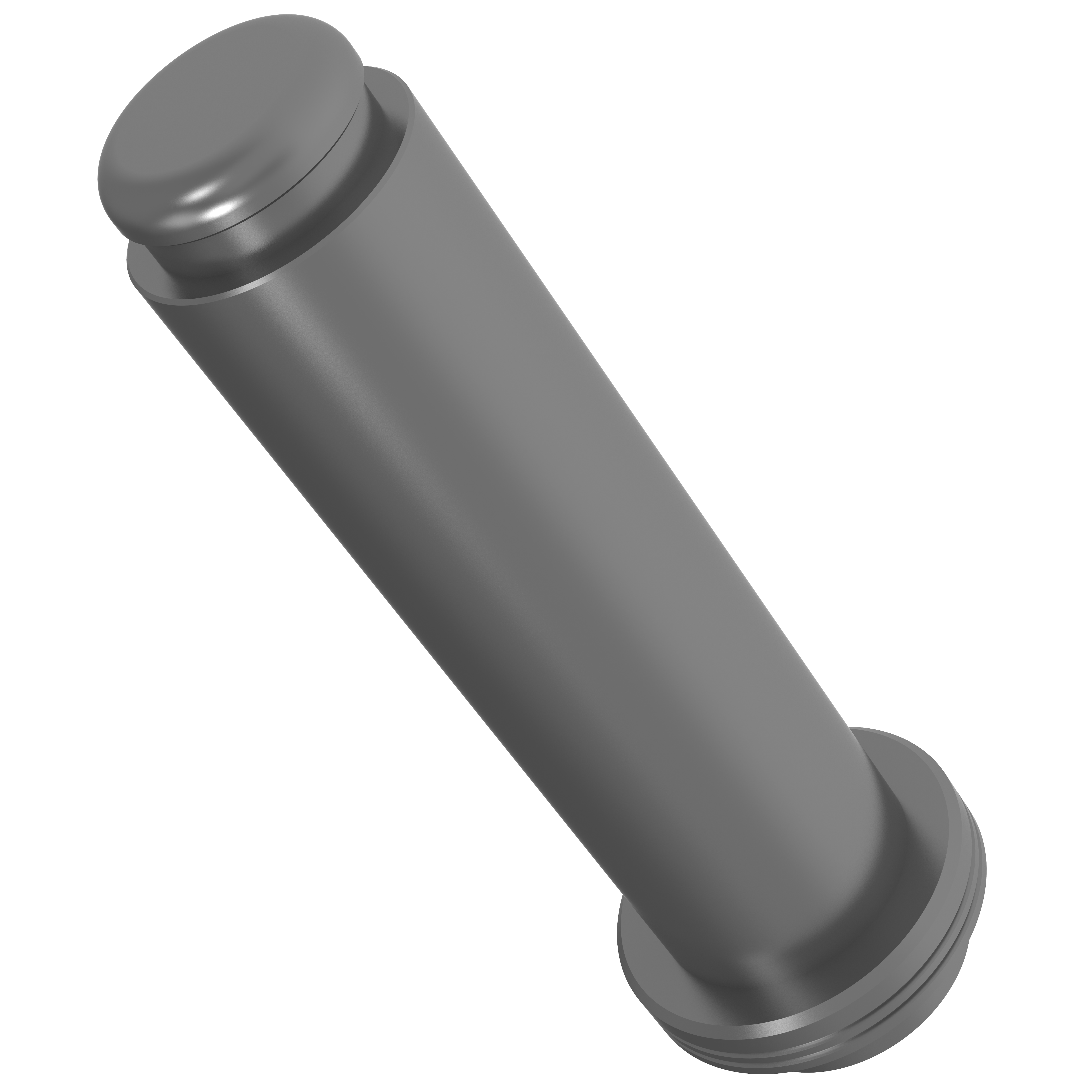
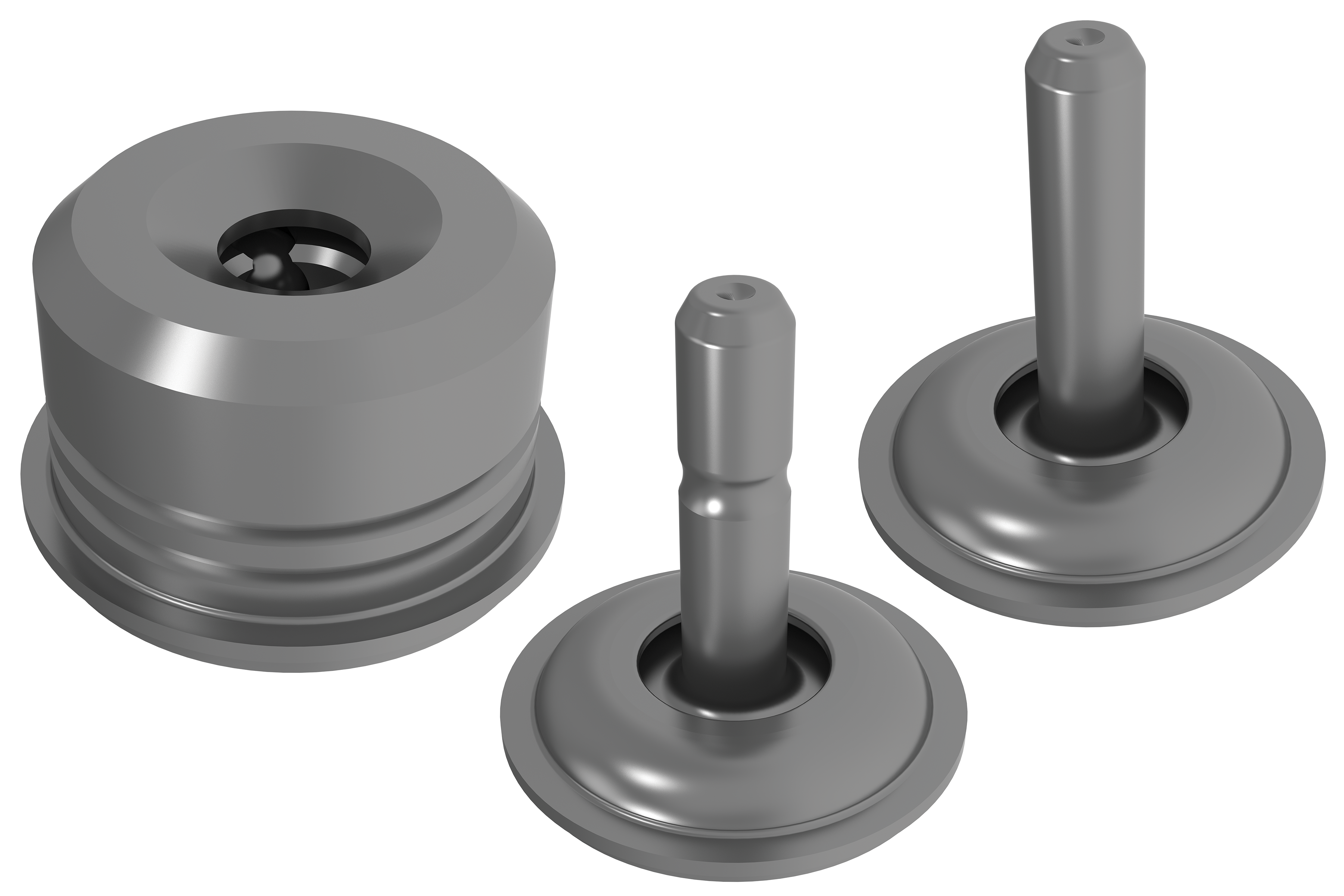
- PEM® Self-Locating Weld Nuts
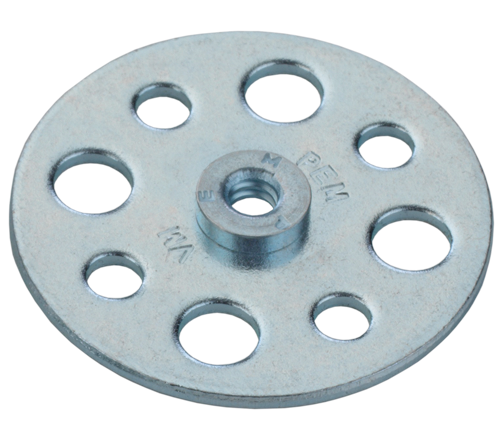
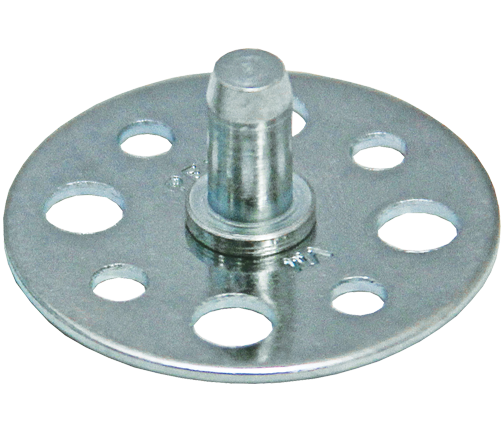
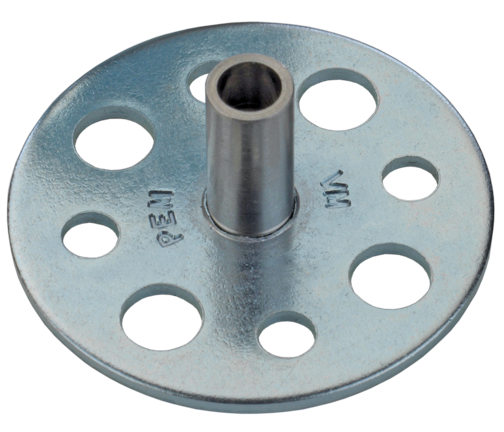
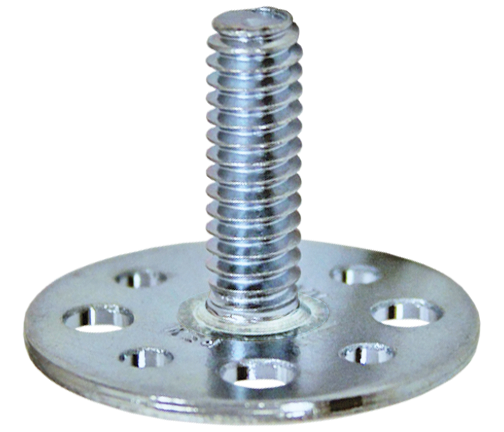
- VariMount® Bonding Fasteners
- ATLAS® Blind Threaded Inserts
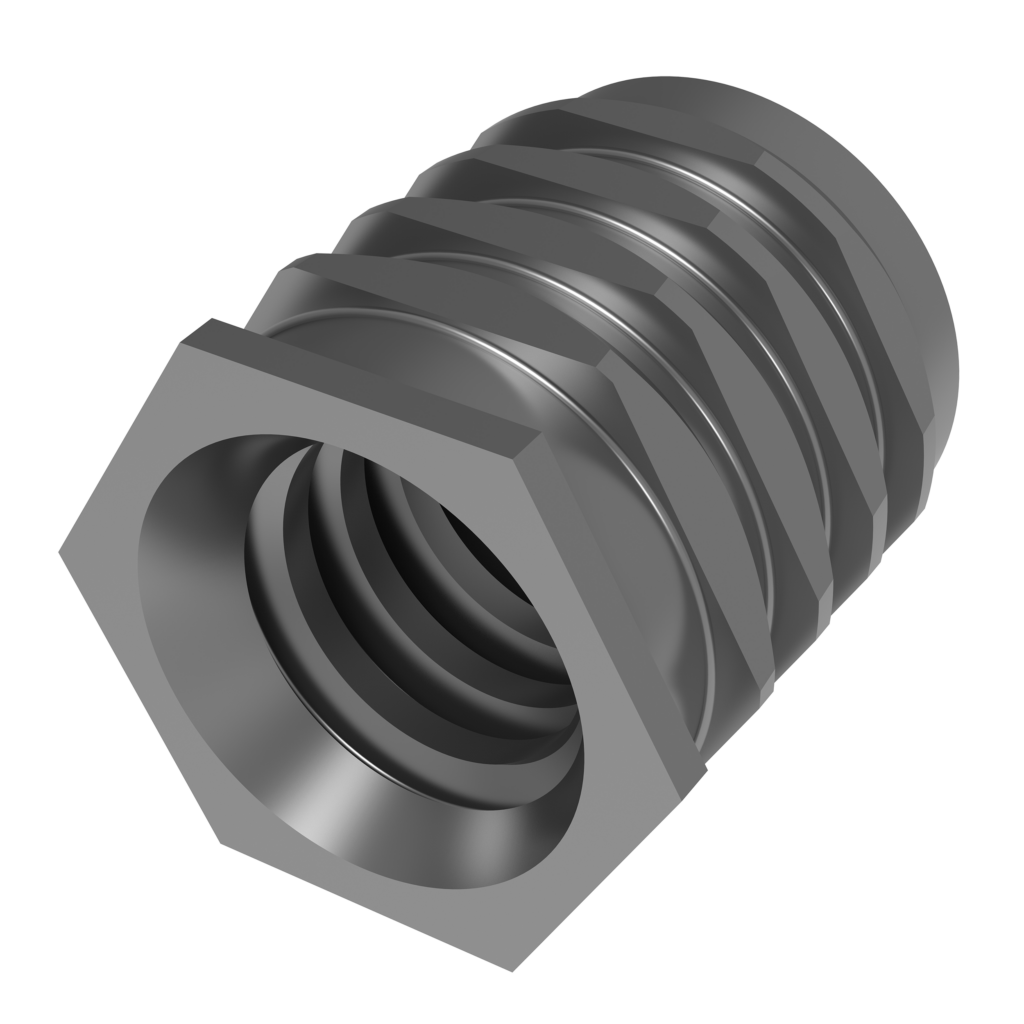
- SI® Threaded Inserts for Plastic
- STICKSCREW® System
- HAEGER® Fastener Installation Machines