
Table of Contents
Product Pages
Standoffs
KEYHOLE® Standoffs
SNAP-TOP® Standoffs
Nuts
Clinch Nuts
Floating Nuts
Blind Nuts
Flush Nuts
Locking Nuts
Rivet Nuts
Studs
Locating Pins
Captivated Screws
Simple Screws
Spring-Loaded Screws
Knob Cap Screws
Threaded Inserts
Press-In Inserts
Molded-In Inserts
Ultrasonic/Heat-Staking Inserts
Compression Limiters
Specialty Fasteners
Cable Tie Mounts
TACKPIN®
Panel-to-Panel Fasteners
Right Angle Fasteners
Attachment Technologies
How It Works
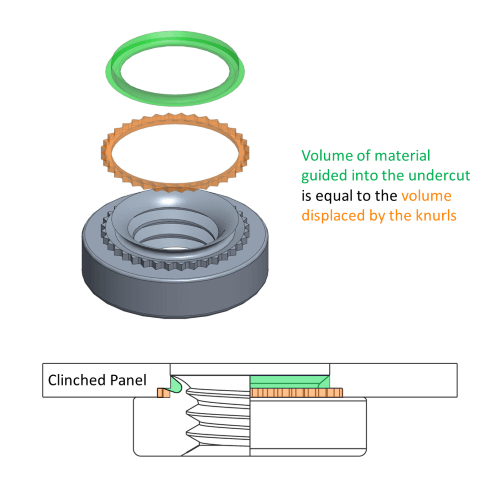
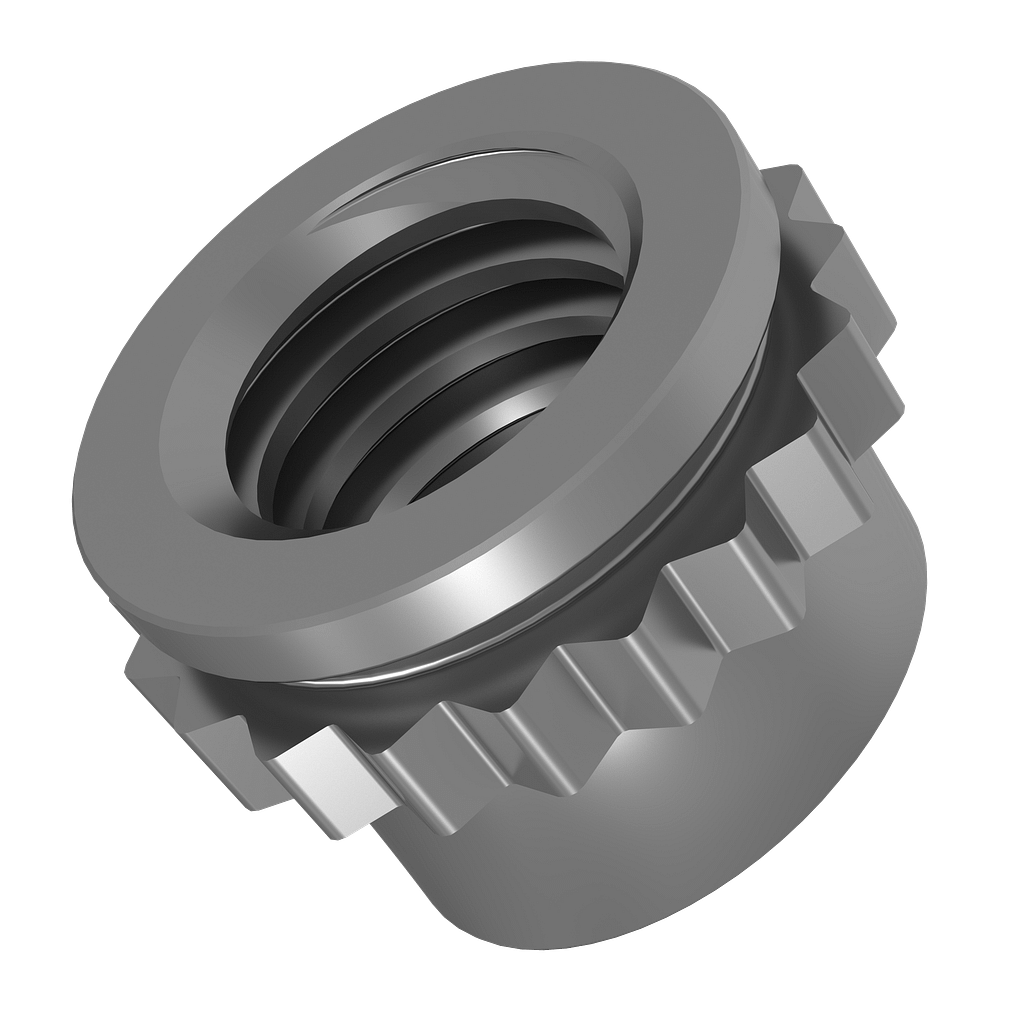
Self clinching fasteners require two features to properly secure themselves to a metal panel – an undercut and displacers that move material into the undercut. This displacement is driven by the installation of the fastener. Take a clinch nut (or press nut) for example. It uses knurls as displacers while the ramped shank creates an undercut and serves as a pilot within a panel hole.
During installation, the knurls are the first feature to touch the outer surface of the panel. They must move material out of the way for the barrel to seat completely on the panel. Using the proper installation equipment and force, the material is guided into the undercut. Post-installation, the shank will now have to displace the material again in order to fall out of the panel, which requires forces similar to those associated with install.
The specific self clinching features often change based on the fastener type. While the clinch nut uses knurls as displacers and a ramped shank as an undercut, many standoffs simply use the head as a displacer and a square undercut where the barrel meets the head. Some larger studs use large, coarse ribs to fill a trapezoidal undercut since there is more material to move, favoring energy efficient displacement.
Advantages & Limitations
Self clinching technology is a very secure and strong fastening solution for a variety of metals and sheet thicknesses. It minimizes loose parts like nuts and washers that otherwise would be necessary to complete a fastened joint, and installation is fast and consistent when using the proper equipment and procedure. Most cost savings come from reduced time and energy spent in production at scale with improvements in quality and consistency.
The greatest limitation of self clinching fasteners is the cost associated with the installation equipment and more expensive parts. While there are a wide variety of applications in which self clinching is a valuable solution, more time is spent developing the features required for materials of different hardness, ductility, for sheets of different thicknesses, and for corrosive environments. Given the production volume required to offset the investment in installation equipment, this can limit the versatility of self-clinching parts.
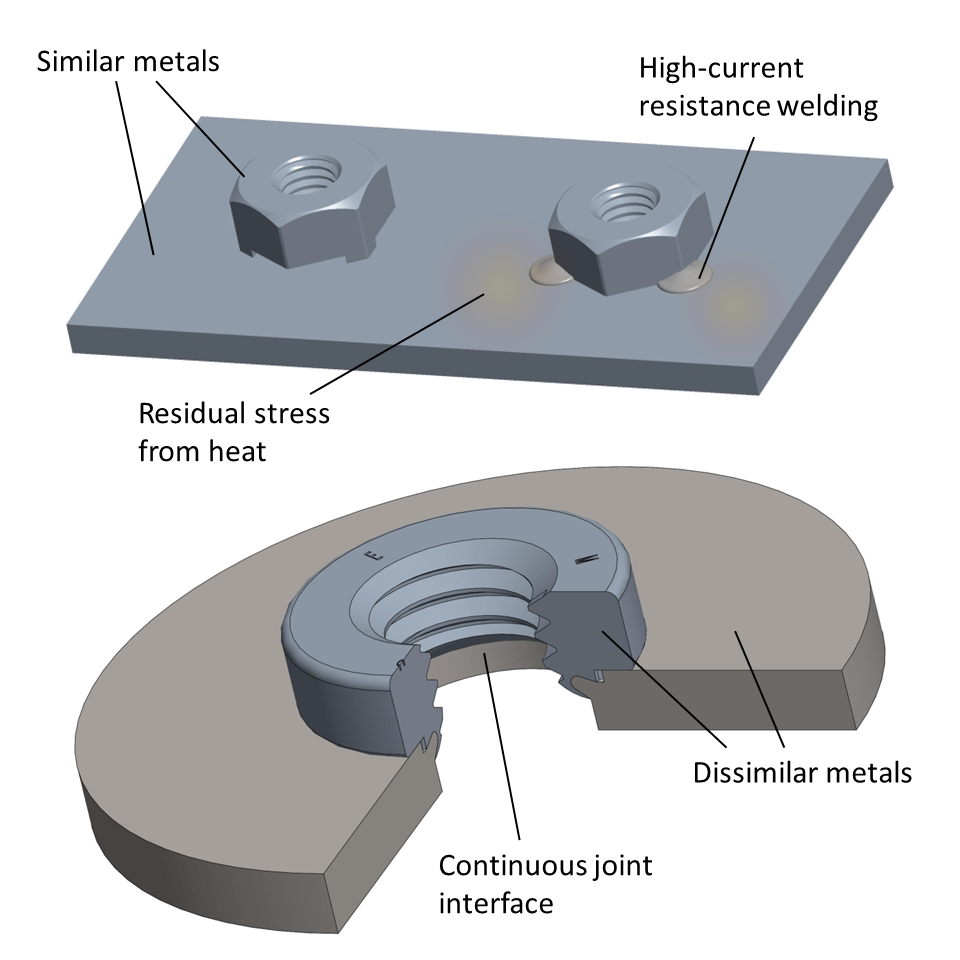
Properties comparison of weld nuts and self clinching technology.
Self clinching requires ductile metals to function properly – a material that commonly sees welding as a valid solution to putting threads in a panel. The equipment is simpler, the parts are simpler and typically cheaper, and innovations in laser welding have greatly improved the quality in dimensionally smaller applications. Nonetheless, energy usage is greater and additional time is required to allow welded joints to cool. Weld spatter can also cause quality problems that jeopardize an assembly if it isn’t caught during production, and where welding requires similar metals to function properly, self clinching can work with a variety of dissimilar metals.
To read more about the tradeoffs between self clinching and welding, visit "An Alternative to Welding."
Common Applications
While self clinching is limited to metal applications, it provides the opportunity to use corrosion-resistant coatings that remain intact upon install. This is useful for marine environments with temperature and humidity concerns. Mass production of automotive, telecom, medical, and consumer electronics parts can benefit from using self clinching fasteners over alternative attachment technologies, especially as innovations in conductive fasteners continue to grow.
Relevant products from PEM:
Making up the largest share of our products, PEM offers many self clinching solutions which can be explored in our Product Finder.
Learn more about size options and performance data in the following datasheets.
PEM® Brand Nuts for Sheet Metal



PEM® Brand Studs and Pins For Sheet Metal





PEM® Self Clinching Cable Tie-Mounts

Have a project?
Let’s get started.
Talk to us about creating a custom part, tool or process. We are equipped to help you to take on and solve your biggest engineering challenges.
Talk to us about creating a custom part, tool or process. We are equipped to help you to take on and solve your biggest engineering challenges.
Looking for CAD Downloads?
Access to the original PEM Catalog and CAD downloads.
Have a question?
Talk to an Engineer.
See what’s possible.
Connect with a PEM® engineering expert today and discover a reliable, cost-effective fastening solution for your challenging applications.
Or Call Us: 1-800-342-5736